


С бързото развитие на съвременната логистична индустрия триизмерният склад с четирипосочна совалка се превърна в една от масовите форми на автоматизирани триизмерни складове поради своите предимства в ефективни и плътни функции за съхранение, оперативни разходи и систематичен интелигентен управление в складовата система.

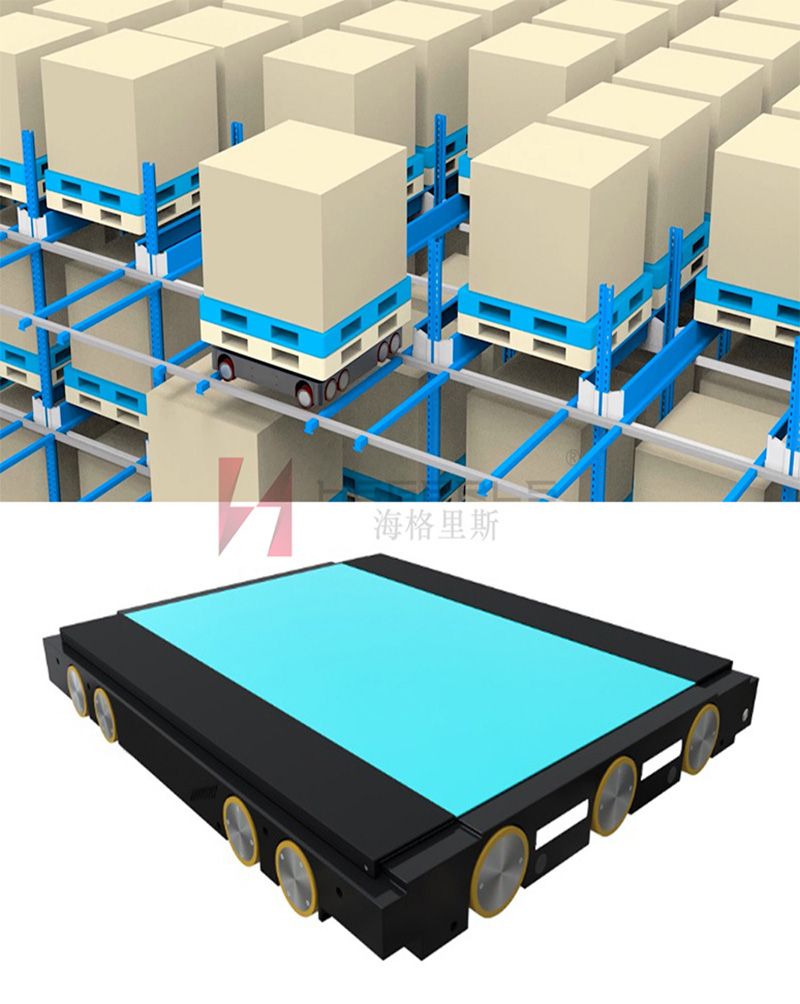
Триизмерният склад с четирипосочна совалка е вид автоматизиран триизмерен склад, състоящ се от четирипосочна совалка, триизмерни рафтове, асансьори, транспортни линии за тави, машини за повдигане и прехвърляне и софтуерна система за управление . Рафтовата секция се използва за съхраняване на стоки, четирипосочната совалка се използва за транспортиране на стоки на рафта, а системата за управление на софтуера се използва за управление на работата на четирипосочната совалка и друго оборудване за автоматизация и записване на действителната ситуация на стоките. Триизмерният склад с четирипосочна совалка е обичайно автоматизирано триизмерно складово решение, което може да се приложи към складове с нередовни, неправилни, голямо съотношение на страните или малки разнообразни големи партиди, много разнообразни големи партидни складове. Чрез използване на вертикалното и хоризонталното движение на четирипосочната совалкова кабина и сътрудничество с асансьора за операции по смяна на слоя може да се постигне автоматизирано съхранение и извличане на стоки, което е подходящо за съхранение с нисък поток и висока плътност, както и за висок поток и съхранение с висока плътност. Триизмерната складова система с четирипосочна совалка е нов тип интелигентна складова система, която интегрира множество функции като автоматично подреждане, автоматично боравене и безпилотно насочване. С бързото развитие на складовата логистика и индустриите за електронна търговия, той се прилага широко.

Триизмерният склад на автомобили с четирипосочна совалка е по-сложен по отношение на контролния график, управлението на поръчките, алгоритмите за оптимизиране на маршрута и други аспекти, което прави изпълнението на проекта по-трудно. Поради това има сравнително малко доставчици и Hebei Woke Metal Products Co., Ltd. (собствена марка: HEGERLS) е един от малкото доставчици.
В сравнение с ръчното съхранение и изпращане на рафтове в склада, решението за четирипосочна совалка е развило плоската система „стоки за хора“ в многослойна 3D система „стоки за хора“, създавайки автоматизиран триизмерен склад с по-високо и по-плътно съхранение пространства. Триизмерното складово решение с четирипосочна совалка HEGERLS е подходящо за съхранение на спецификации на превозни средства като палети, кошчета и картонени кутии и е подходящо за различни сложни пространствени оформления и индустриални сценарии. В същата система за пространствено оформление, триизмерната складова система с четирипосочна совалка HEGERLS има по-висока степен на автоматизация и по-силни възможности за входяща и изходяща обработка в сравнение с традиционните складови системи, което може значително да съкрати времето за обработка на задачите.
Операционен процес на триизмерен склад на четирипосочна совалка HEGERLS
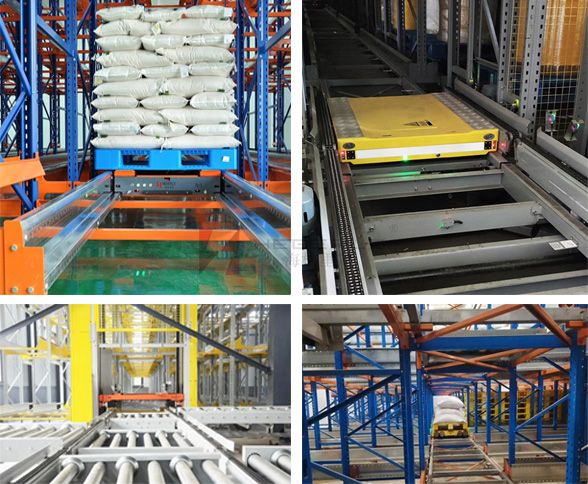
1) Съхранение: Тавата за съхранение се поставя директно в порта за съхранение чрез мотокар и след натискане на бутона за съхранение конвейерната линия се движи в посоката на съхранение. След проверка на външния вид проверете дали стоките са поставени правилно. Ако са квалифицирани, ще бъдат съхранявани и сканирани с баркодове; Ако не е квалифициран, ще бъде върнат в склада и стоките ще бъдат ръчно пренаредени. Баркод скенерът сканира кода на палета. След успешно сканиране WCS (система за управление) връща стойността на баркода към WMS. WMS (компютърна информационна система за управление) определя местоположението на товара въз основа на стойността на баркода и го изпраща на WCS (включително информация като броя на слоевете, редовете, колоните и дълбочините на местоположението на товара); WCS изпраща получената информация за местоположението на товара към PLC; PLC контролира работата на конвейерната линия, като получава адреса на местоназначението за съхранение; Едновременно контролирайте подемника, за да транспортирате стоки до целевия слой. Ако скенерът не успее да сканира кода, WCS ще предостави обратна връзка на WMS за резултата от неуспешното сканиране и конвейерната линия ще спре да работи и ще изчака ръчна обработка; Ако сканираната стойност е определена от WMS като невалидна, конвейерната линия ще спре да работи и ще изчака ръчна обработка; Операторите могат да използват ръчни терминали, за да сканират отново кодове или да заменят информацията за баркод, за да се справят с необичайни ситуации на сканиране. Ако стоките трябва да бъдат върнати за обработка, натиснете бутона „връщане“ в порта за съхранение и стоките ще бъдат върнати в порта за съхранение за обработка.
2) Спрете да чакате стоките да се придвижат към конвейерната линия на входа на асансьора; PLC потвърждава броя на слоевете на рафтовете, които стоките трябва да достигнат въз основа на адреса на местоназначението за съхранение, и извиква асансьора. Когато асансьорът достигне първия етаж, конвейерната линия транспортира стоки до асансьора и стоките преминават през асансьора, за да достигнат до целевия етаж; След като асансьорът достигне целевия слой, стоките излизат от асансьора заедно с конвейерната линия на елеватора и изчакват камионът на совалката да вземе стоките от пристанището за получаване.
3) WMS (Информационна система за управление на компютъра) изпраща редовно входящи задачи, а WCS (Система за контрол) получава входящите задачи и ги изпраща на транспортното средство на местоназначението на стоките; Совалката получава входящите инструкции, кара до пристанището за приемане на ниво дестинация, за да вземе стоките и ги транспортира до местоназначението на товара. WMS (Информационна система за управление на компютър) издава една задача наведнъж, а WCS (Система за управление) изпълнява входящи и изходящи задачи въз основа на реда на задачите, издадени от WMS (Информационна система за управление на компютър). Преди WMS (Информационна система за управление на компютъра) да издаде входящи задачи, е необходимо да се определи дали изходящата задача е изпълнена; След завършване на изходящата задача, входящата задача се издава, за да се предотврати блокиране, причинено от заемането на ресурси на конвейерна линия.
4) Изходящ: WMS (Информационна система за управление на компютъра) издава изходящи задачи (включително начален адрес и адрес на местоназначение) към WCS (Система за контрол). След като WCS (система за контрол) получи изходящата задача, изходящите стоки се транспортират от совалката на текущото ниво на стоките до конвейерната линия на елеватора; Стоките спират да чакат на конвейерната линия на входа на асансьора, докато PLC контролира асансьора, за да достигне текущото ниво на стоките; След като асансьорът достигне текущото ниво на стоките, конвейерната линия транспортира стоките до асансьора. Асансьорът носи стоките до първото ниво и стоките излизат от асансьора. Конвейерната линия транспортира стоките до изходния порт. Извадете ръчно тавата и завършете изходящия процес.
5) Местата за влизане, излизане и прехвърляне (изнасяне, влизане) в склада се задават от WMS системата, а системата за контрол на склада не поддържа задаване на местоположения; Ако има тава, блокираща интелигентното превозно средство на совалката по време на пътя му, WMS трябва първо да издаде задача за прехвърляне на склад и да премахне блокиращата тава, преди да издаде последващи задачи.
6) Системата за автоматично управление (WCS) изпълнява задачи по реда на тяхното получено време, като задачите, получени първи, се изпълняват първи.
7) WMS (Информационна система за управление на компютъра) издава задачи редовно и след като ги приоритизира вътрешно, WCS издава една задача всеки път.
8) Ефективността на изпълнение на оборудването за автоматизация е тясно свързана с реда, в който стоките се съхраняват и поставят, както и с начина на напускане на склада и дълбочината на тунела. Тези методи определят действителната ефективност на крайното оборудване за автоматизация. Ефективността на оборудването за автоматизация се основава на ефективността, получена при предпоставката за работа в горния сценарий.
9) Ако совалка на определен слой работи неизправно, след ръчно потвърждаване на информацията за грешката, дефектното превозно средство може да бъде преместено на място, което не засяга входящите и изходящите пътища. Неактивните превозни средства на други слоеве могат да бъдат повдигнати и заменени с дефектния слой превозни средства за изпълнение на задачи.
Hebei Woke, като известен производител със съответни патенти за технологии за оборудване, всяка година инвестира голямо количество средства в научноизследователска и развойна дейност и надграждане на свързани технологии за интелигентно оборудване. Фабриката със собствена марка HEGERLS има автоматизирани производствени линии и интелигентно управление и вече е глобална. Той се ползва с доверие от много клиенти в страни и региони като Европа, Америка, Близкия изток, Латинска Америка и Югоизточна Азия и независимо проектира и произвежда интелигентни совалки Многослойни совалки, совалки родител-дете, четирипосочни совалките и тунелните стакери са се превърнали в определени марки за автоматизирано триизмерно складово оборудване за много предприятия.
Време на публикуване: 15 май 2023 г